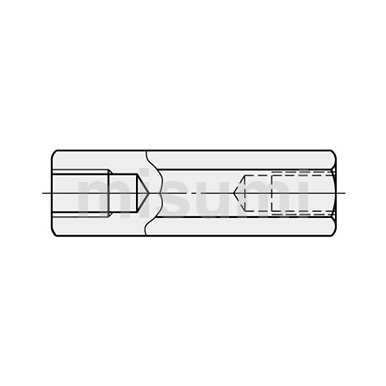
以下料连续进给的方式对【图1】所示的产品进行加工。此时的布局如【图2】所示。
 特点说明与布局")
 特点说明与布局")
布局的考虑是将产品分为冲孔与外形冲裁加工。加工顺序应为"冲孔→外形冲裁"。
在【图】中所示的布局中,按2道工序进行冲孔。第1道工序塞入较多,如果模具结构没有变弱,第1道工序就足够了。
布局的基础是外形冲裁。在考虑材料出成率的基础上确定坯料排列。这称为下料设计。
搭边料宽度的确定方法与落料冲裁的思路相同,就是略大于落料冲裁。
在下料设计的基础上附加冲孔就是下料连续的卸料板布局。表示移动距离的内容称为进给长度或进给间距。将该进给长度设为整数或以0.5mm为单位的尺寸,这样在冲压作业中调节进给装置的进给长度时,就易于进行作业。
按这种布局加工的产品的毛刺方向表现为孔与外形相反。不适合于毛刺方向必须相同的产品。另外,与落料冲裁一样,也会发生冲裁翘曲。进行孔加工的部分,翘曲有增大的趋势。也不适合于需要平面度的产品。
作为连续加工的入门知识,必须掌握这种加工方法。